



輥端軸套優(yōu)化設(shè)計
2020-09-25沈一名 吳世祥 杜德浪
(泰爾重工集團(tuán)股份有限公司)
從結(jié)構(gòu)優(yōu)化和激光熔覆耐磨材料兩個方面對某鋼廠輥端軸套進(jìn)行優(yōu)化設(shè)計,提高其使用壽命,降低了維護(hù)成本和更換頻率,滿足了鋼廠的使用需求。
某鋼廠2 032mm熱軋粗軋主傳動接軸出現(xiàn)晃動,傳動軸兩端分別以電動機(jī)和工作輥為固定支撐點(diǎn),傳動軸大部分質(zhì)量由平衡油缸支撐,工作輥扁頭與輥端軸套是間隙配合且無潤滑,在工作過程中會發(fā)生相對運(yùn)動,產(chǎn)生磨損,由于輥端軸套及工作輥扁頭磨損,導(dǎo)致傳動軸晃動,引起設(shè)備工況惡化,十字包壽命降低,各部緊固螺栓斷裂,輥端軸套圓角產(chǎn)生裂紋,導(dǎo)致設(shè)備停機(jī)。十字包及扁頭套使用周期短,維修頻繁,維修成本高,若處理不當(dāng)甚至?xí)斐芍卮笤O(shè)備損壞事故。
從使用監(jiān)測數(shù)據(jù)觀察,輥端軸套內(nèi)孔磨損呈外大內(nèi)小擴(kuò)口形式。通過現(xiàn)場查看以及和其他輥端軸套對比,Z終確定原因?yàn)閭鲃虞S輥端以扁頭套圓弧及襯板安裝面為定位面,由于該兩面存在磨損,導(dǎo)致接軸不能完全定位,產(chǎn)生晃動。
1 輥端軸套結(jié)構(gòu)
輥端軸套是連接萬向接軸與軋輥的重要傳動件。圖1所示為該鋼廠輥端軸套結(jié)構(gòu),其主要由軸套和襯板兩部分組成。該結(jié)構(gòu)在使用過程中,由于輥端軸套扁孔圓弧面及襯板槽各面磨損量大,與工作輥配合間隙變大,導(dǎo)致主傳動軸產(chǎn)生晃動,設(shè)備壽命不及預(yù)期。
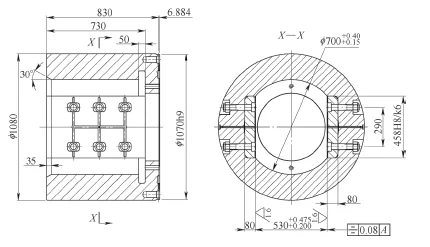
圖1 輥端軸套結(jié)構(gòu)
2 輥端軸套組件磨損量大的原因分析
分析造成輥端軸套組件磨損量較大的原因如下:
1)如圖1所示,該輥端軸套與軋輥配合面較短,且無內(nèi)、外定心結(jié)構(gòu)。輥端軸套實(shí)際裝配與軋輥為間隙配合,且使用過程中輥端軸套會出現(xiàn)周期性的輕微徑向擺動,Z終出現(xiàn)孔口磨損大、底部磨損小的錐型,從而導(dǎo)致接軸出現(xiàn)晃動。
2)輥端軸套中僅襯板面淬火處理,軸套扁孔圓弧面及襯板槽各面均為調(diào)質(zhì)硬度,表面擠壓強(qiáng)度較低,使用過程中易磨損。
3)使用過程中,軋輥端冷卻水容易從軋輥與軸套端面縫隙處進(jìn)入輥端軸套內(nèi)部,引起各配合面銹蝕,加速輥端軸套的磨損。
3 優(yōu)化設(shè)計
優(yōu)化后結(jié)構(gòu)如圖2所示。

圖2 優(yōu)化后結(jié)構(gòu)
(1)整體結(jié)構(gòu) 原輥端軸套為襯板結(jié)構(gòu),襯板通過螺栓與軸套聯(lián)接,工作過程中襯板受力作用造成螺栓松動。改進(jìn)后設(shè)計方案為無襯板整體結(jié)構(gòu),避免螺栓松動的發(fā)生。
(2)扁孔位熱處理 軸套內(nèi)孔扁位平面淬火,硬度45~50HRC,深度2.0~2.5mm。提高軸套表面的接觸強(qiáng)度,從而降低軸套扁面的磨損。
(3)圓弧面激光熔覆 軸套內(nèi)孔圓弧面(φ 700mm)進(jìn)行激光熔覆處理,堆焊耐磨合金,熔覆層硬度45~50HRC,深度2mm,提升耐磨、耐沖擊性能。
(4)增加與軋輥的定心裝置 將輥端軸套φ 500mm圓弧面表面淬火處理,用以起定心作用,在軋輥端面增加定心環(huán)與φ 500mm圓弧面配合,如圖3所示。
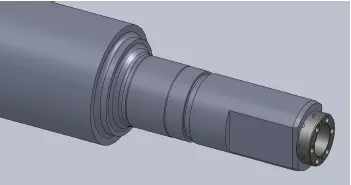
圖3 軋輥改制結(jié)構(gòu)
(5)軸套與軋輥間增加密封結(jié)構(gòu) 軸套端面與軋輥之間的間隙用密封圈來包裹,密封圈一端固定在輥端軸套端面,另一側(cè)套在軋輥頭部,避免使用過程中軸套扁孔進(jìn)水引起銹蝕而加速軸套的磨損。
4 結(jié)語
優(yōu)化后輥端軸套在線磨損量大大降低,接軸傳動平穩(wěn),使用壽命明顯提升,降低了維護(hù)成本以及更換頻率,滿足了鋼廠的使用需求。
來源:《金屬加工(冷加工)》 2019年11期