



新氫壓縮機填料泄漏原因分析及應(yīng)對措施
2018-12-29周斌
(中石化安慶分公司)
(中石化安慶分公司)
1 引言
安慶800萬t/a煉化一體化項目200萬t/a重油加氫裝置新氫壓縮機,采用的是沈鼓設(shè)計制造的往復(fù)壓縮機,機型為4M80-30/18.5-195-玉-BX,工作介質(zhì)為純氫。機組入口正常壓力1.75MPa,出口壓力19.3MPa,該機型在全國范圍內(nèi)首次用于重油加氫裝置。自投產(chǎn)以來,新氫壓縮機填料泄漏頻繁,導(dǎo)致機組頻繁切換、檢修,嚴重影響了裝置安全平穩(wěn)運行。為此,通過對原填料部件結(jié)構(gòu)分析,找出泄漏原因,重新加工填料盒末端氣缸密封面,重新設(shè)計了填料盒結(jié)構(gòu),改變了填料環(huán)組合方式,實際使用后大大降低了泄漏頻率,確保了機組長周期運行。
2 填料密封結(jié)構(gòu)及工作原理
2.1填料密封結(jié)構(gòu)
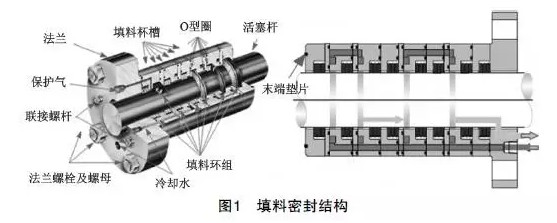
填料部件的組成結(jié)構(gòu),如圖1所示。填料環(huán)組安裝在填料杯槽內(nèi),每個填料杯槽間采用O型圈密封的方式。組裝結(jié)束后,通過螺栓將整個填料部件和氣缸的軸側(cè)連接,加之合適的預(yù)緊力既保證了填料環(huán)槽之間的密封,也保證了填料盒末端通過末端墊片與氣缸的密封。根據(jù)需要,填料部件設(shè)置有潤滑、冷卻、保護氣和漏氣回收。
安慶800萬t/a煉化一體化項目200萬t/a重油加氫裝置新氫壓縮機,采用的是沈鼓設(shè)計制造的往復(fù)壓縮機,機型為4M80-30/18.5-195-玉-BX,工作介質(zhì)為純氫。機組入口正常壓力1.75MPa,出口壓力19.3MPa,該機型在全國范圍內(nèi)首次用于重油加氫裝置。自投產(chǎn)以來,新氫壓縮機填料泄漏頻繁,導(dǎo)致機組頻繁切換、檢修,嚴重影響了裝置安全平穩(wěn)運行。為此,通過對原填料部件結(jié)構(gòu)分析,找出泄漏原因,重新加工填料盒末端氣缸密封面,重新設(shè)計了填料盒結(jié)構(gòu),改變了填料環(huán)組合方式,實際使用后大大降低了泄漏頻率,確保了機組長周期運行。
2 填料密封結(jié)構(gòu)及工作原理
2.1填料密封結(jié)構(gòu)
填料部件的組成結(jié)構(gòu),如圖1所示。填料環(huán)組安裝在填料杯槽內(nèi),每個填料杯槽間采用O型圈密封的方式。組裝結(jié)束后,通過螺栓將整個填料部件和氣缸的軸側(cè)連接,加之合適的預(yù)緊力既保證了填料環(huán)槽之間的密封,也保證了填料盒末端通過末端墊片與氣缸的密封。根據(jù)需要,填料部件設(shè)置有潤滑、冷卻、保護氣和漏氣回收。
2.2填料環(huán)組工作原理
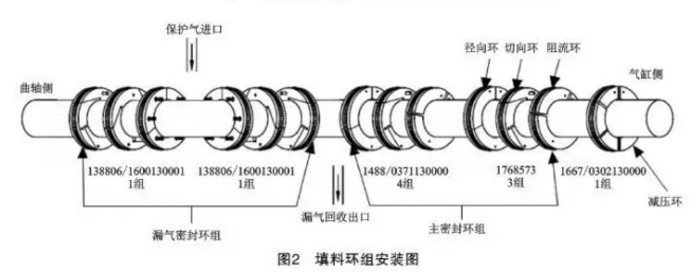
填料環(huán)組的組成與正常的安裝順序如圖2所示,從高壓側(cè)到低壓側(cè)依次是,起減壓作用的減壓環(huán);起密封作用的主密封環(huán)組;Z外側(cè)的氮氣密封環(huán)組,以阻止泄漏的氫氣從排氣孔泄漏到中間接筒。主密封環(huán)組由徑向環(huán)和切向環(huán)組成,高壓工況的主密封環(huán)通常還有阻流環(huán),以保證切向環(huán)工作穩(wěn)定性,防止高溫、高壓下發(fā)生變形。切向環(huán)主要作用是密封作用,徑向環(huán)作用是減壓與泄壓的作用。工作原理如圖3所示,當氣體壓力不存在時,彈簧力作用在填料環(huán)上,將環(huán)瓣圍繞著活塞桿組合在一起。填料環(huán)組在杯槽中可以自由浮動,用來補償活塞桿的徑向跳動。密封環(huán)之間用銷/孔結(jié)構(gòu)固定相對位置(由圖2可以看出),切向環(huán)的切口間隙被徑向環(huán)覆蓋,封閉了泄漏路徑,氣體從軸向間隙和徑向間隙進入填料盒的杯槽內(nèi),氣體壓力使填料環(huán)分別與活塞桿表面及杯槽端面形成密封。
填料環(huán)組的組成與正常的安裝順序如圖2所示,從高壓側(cè)到低壓側(cè)依次是,起減壓作用的減壓環(huán);起密封作用的主密封環(huán)組;Z外側(cè)的氮氣密封環(huán)組,以阻止泄漏的氫氣從排氣孔泄漏到中間接筒。主密封環(huán)組由徑向環(huán)和切向環(huán)組成,高壓工況的主密封環(huán)通常還有阻流環(huán),以保證切向環(huán)工作穩(wěn)定性,防止高溫、高壓下發(fā)生變形。切向環(huán)主要作用是密封作用,徑向環(huán)作用是減壓與泄壓的作用。工作原理如圖3所示,當氣體壓力不存在時,彈簧力作用在填料環(huán)上,將環(huán)瓣圍繞著活塞桿組合在一起。填料環(huán)組在杯槽中可以自由浮動,用來補償活塞桿的徑向跳動。密封環(huán)之間用銷/孔結(jié)構(gòu)固定相對位置(由圖2可以看出),切向環(huán)的切口間隙被徑向環(huán)覆蓋,封閉了泄漏路徑,氣體從軸向間隙和徑向間隙進入填料盒的杯槽內(nèi),氣體壓力使填料環(huán)分別與活塞桿表面及杯槽端面形成密封。
3 填料泄漏原因分析

3.1運行時的問題現(xiàn)象
(1)填料漏氣溫度、填料溫度和隔離室放空管溫度超過100℃;
(2)冷卻水站水箱有氣體排出,用可燃氣體檢測儀發(fā)現(xiàn)是氫氣,水箱水位下降較快,需頻繁補水。
3.2拆檢情況
(1)氣缸末端密封面存在明顯加工刀痕;
(2)填料盒杯槽內(nèi)有水;
(3)中間接筒有水殘留;
(4)部分填料環(huán)組裝反。
3.3泄漏原因分析
(1)氣缸密封面有徑向貫穿的加工刀痕(如圖4所示),導(dǎo)致氫氣通過該加工刀痕外漏。因一、二級工作壓力較低,所以一、二級漏氣溫度較雙三級低很多。
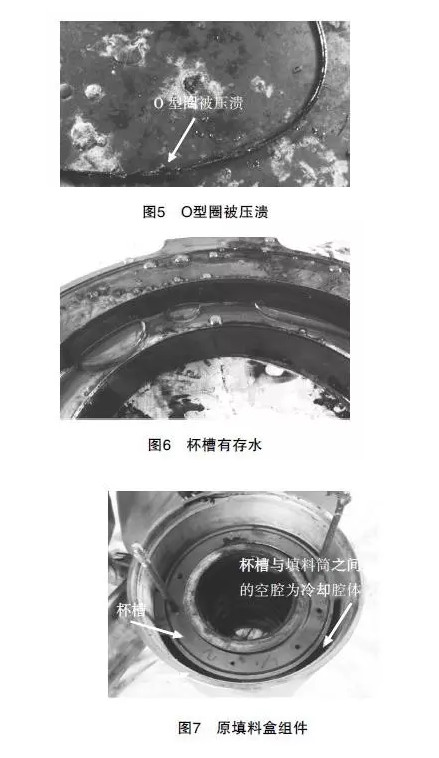
(2)如圖5所示,杯槽之間O型圈別壓潰,導(dǎo)致高壓氫氣反串至冷卻水系統(tǒng)。氣體大量泄漏時,連接冷卻水的金屬軟管破裂,冷卻水大量泄漏,導(dǎo)致水箱液位快速下降。拆檢時杯槽內(nèi)有存水,如圖6所示。
(3)填料盒結(jié)構(gòu)不合理,如圖7所示,筒深超過400mm,填料杯槽安裝困難,容易出現(xiàn)O型圈壓偏以至螺栓緊固后出現(xiàn)壓斷的現(xiàn)象。此外,原填料盒的冷卻水腔全部在杯槽外側(cè),離工作的填料環(huán)組較遠,不能有效帶走熱量。
(1)填料漏氣溫度、填料溫度和隔離室放空管溫度超過100℃;
(2)冷卻水站水箱有氣體排出,用可燃氣體檢測儀發(fā)現(xiàn)是氫氣,水箱水位下降較快,需頻繁補水。
3.2拆檢情況
(1)氣缸末端密封面存在明顯加工刀痕;
(2)填料盒杯槽內(nèi)有水;
(3)中間接筒有水殘留;
(4)部分填料環(huán)組裝反。
3.3泄漏原因分析
(1)氣缸密封面有徑向貫穿的加工刀痕(如圖4所示),導(dǎo)致氫氣通過該加工刀痕外漏。因一、二級工作壓力較低,所以一、二級漏氣溫度較雙三級低很多。
(2)如圖5所示,杯槽之間O型圈別壓潰,導(dǎo)致高壓氫氣反串至冷卻水系統(tǒng)。氣體大量泄漏時,連接冷卻水的金屬軟管破裂,冷卻水大量泄漏,導(dǎo)致水箱液位快速下降。拆檢時杯槽內(nèi)有存水,如圖6所示。
(3)填料盒結(jié)構(gòu)不合理,如圖7所示,筒深超過400mm,填料杯槽安裝困難,容易出現(xiàn)O型圈壓偏以至螺栓緊固后出現(xiàn)壓斷的現(xiàn)象。此外,原填料盒的冷卻水腔全部在杯槽外側(cè),離工作的填料環(huán)組較遠,不能有效帶走熱量。
4 解決方案
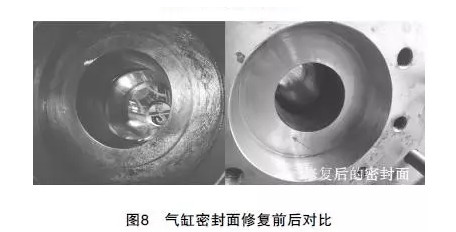
(1)機組解體,將各級氣缸末端密封面進行機械加工修復(fù),表面粗糙度要求為Ra1.6。修復(fù)前后的氣缸密封面如圖8所示。
(1)機組解體,將各級氣缸末端密封面進行機械加工修復(fù),表面粗糙度要求為Ra1.6。修復(fù)前后的氣缸密封面如圖8所示。
(2)加強檢修質(zhì)量把關(guān),確保填料環(huán)組正確安裝后,防止杯槽串動。活塞桿回裝時,應(yīng)重點防止活塞桿尾端專用工具對填料環(huán)組造成的磕碰損傷。
(3)對于7組主密封環(huán)組,靠近高壓側(cè)的3組使用PEEK材質(zhì),后4組采用TFE材質(zhì),以保證高壓側(cè)環(huán)組的強度。
(4)采用新型填料盒。改變了填料筒的形式,使杯槽的安裝方便快捷,確保了杯槽間O型圈精確安裝到位。同時,改進后的填料盒冷卻水腔距離杯槽距離更近,改善了冷卻效果。
(5)合理調(diào)整安裝工序,填料盒安裝后,在安裝活塞桿之前連通填料冷卻水試壓,確保無水漏出后回裝活塞桿,保證安裝質(zhì)量的同時提高了檢修效率。
5 結(jié)語
新氫壓縮機K101ABC是重油加氫裝置的關(guān)鍵設(shè)備,通過修復(fù)機組氣缸密封面,改變填料盒型式,改進填料環(huán)安裝方法,加強填料環(huán)組安裝質(zhì)量的檢查,解決了填料頻繁泄漏的問題,大大降低了生產(chǎn)安全風(fēng)險,減少了機組啟停和維修的次數(shù),不僅保證了安全穩(wěn)定生產(chǎn),同時大大降低了檢修工作量。
參考文獻:
[1]王福利.石油化工廠設(shè)備檢修手冊-壓縮機組[M].北京:中國石化出版社,2012.
[2]郁永章.容積式壓縮機技術(shù)手冊[M].北京:機械工業(yè)出版社,2005.
(3)對于7組主密封環(huán)組,靠近高壓側(cè)的3組使用PEEK材質(zhì),后4組采用TFE材質(zhì),以保證高壓側(cè)環(huán)組的強度。
(4)采用新型填料盒。改變了填料筒的形式,使杯槽的安裝方便快捷,確保了杯槽間O型圈精確安裝到位。同時,改進后的填料盒冷卻水腔距離杯槽距離更近,改善了冷卻效果。
(5)合理調(diào)整安裝工序,填料盒安裝后,在安裝活塞桿之前連通填料冷卻水試壓,確保無水漏出后回裝活塞桿,保證安裝質(zhì)量的同時提高了檢修效率。
5 結(jié)語
新氫壓縮機K101ABC是重油加氫裝置的關(guān)鍵設(shè)備,通過修復(fù)機組氣缸密封面,改變填料盒型式,改進填料環(huán)安裝方法,加強填料環(huán)組安裝質(zhì)量的檢查,解決了填料頻繁泄漏的問題,大大降低了生產(chǎn)安全風(fēng)險,減少了機組啟停和維修的次數(shù),不僅保證了安全穩(wěn)定生產(chǎn),同時大大降低了檢修工作量。
參考文獻:
[1]王福利.石油化工廠設(shè)備檢修手冊-壓縮機組[M].北京:中國石化出版社,2012.
[2]郁永章.容積式壓縮機技術(shù)手冊[M].北京:機械工業(yè)出版社,2005.
來源:《壓縮機技術(shù)》